
Setup Reduction

A Simple Way to Increase Profits (Key Concepts)
Setup is the activity that takes place between your process steps, that white space between the blocks in your process map, the completely non-productive time while changing a production line from one product to another. So, should Setup Reduction be important to you (and your company)? Calculate the burn-rate including overhead for your operations in dollars per minute. Do those expenses stop when your production stops?:
Employees clock out and patiently wait for the line to start again
Utilities and lights are shut down along with the line
Air conditioners, fans or heaters turn off
Your mortgage or lease payments stop also
Of course, they don’t. Not only do your expenses not stop, but the lost profit on the products you could be building is lost also. If you could magically, instantaneously convert your production line(s) from product A to product B, you would gain back the money tied to those expenses and reap the profits from the added production. Setup reduction techniques enable this line transformation to take place at minimal impact to your operations.
Key Concepts Of Setup Reduction
Setup reduction is also known within the lean manufacturing body of knowledge as Single Minute Exchange of Dies or SMED for short. The moniker comes from the work of Shingo at Toyota who was first challenged to get to changeover times on the order of hours, then tens of minutes, and finally, the goal of a single minute. There are dozens of books on the subject but we boil the process into its key steps for you here.
Turn Internal To External
Look at all the time and activities you perform between stopping production of product A until the first good delivery of product B. This time is referred to as internal time because it is inside the shutdown of your line. Many of those activities and all the waiting can be accomplished while the production line is still running. Why wait until production stops to go get your tools or the next set of fixtures. Staging the required parts, tools, and people adjacent to the line as the last parts are being made moves those process steps from internal steps to external steps.
External Time is all the time outside of the line shut down. In other words, while the line is running production. Basically, you have all the time from the start of a production run to the end of a production run to clean up from the last changeover and to set up for the next changeover. To use a common analogy, how often do you see a pit crew at any NASCAR or Indy race start getting ready after the car has pulled off the race course and into the pits. Once that car stops, a well-trained team hurdles the wall, armed with all parts and tools required to complete their job. Once they are done, the driver can speed back into the race while the pit crew cleans up their tools, discards old tires, and prepares for the next pit stop.
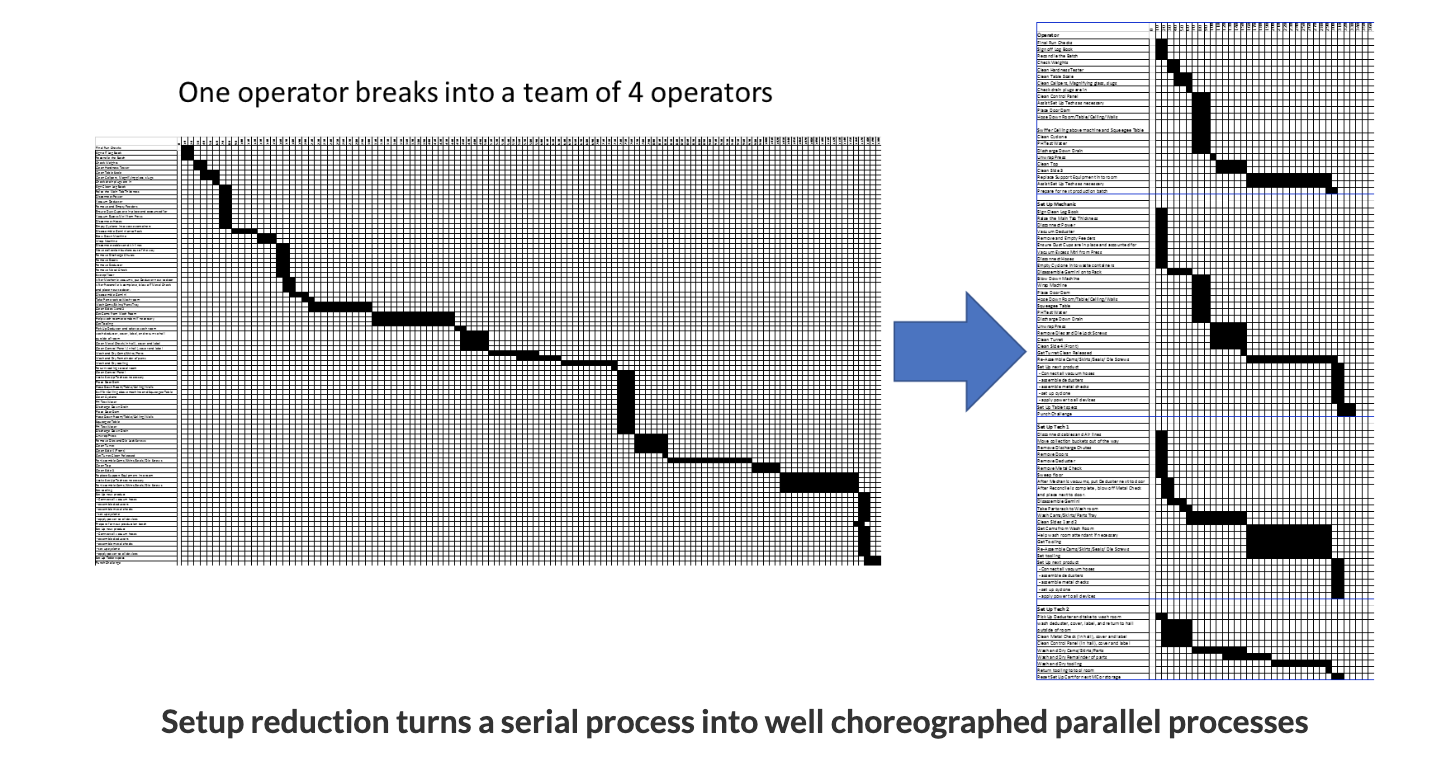
Turn Serial To Parallel
If we continue to focus on the internal time that remains, do we accomplish each step of the changeover in sequence one after the other? If we examine the changeover steps, we often find that many tasks can be accomplished while other team members accomplish unrelated tasks. Not all activities can be done in parallel but many can. Some things are obvious but many are not. It takes some experience and process analysis to know with certainty, but even a novice can take steps in the right direction. More complex setup reductions with multiple team members require detailed “choreography” to gain the most efficient (and shortest) internal time.
If we go back to our race analogy, we send enough team members over the wall to change each tire, fill the fuel tank, catch and remove the spent tires, clean the grill, etc, in a finely tuned “dance.”
Use Clever Tools
Once we have moved as much of the work to external time, and paralleled as much of the remaining internal time, there still remains many setup reduction tools and tricks within the mechanics of the changeover. Tool carts, check sheets, alignment aids, and quick-release clamps are but a few ways to speed up the internal activities. The specifics of your operation will determine exactly which tools are needed. An experienced setup reduction practitioner will have his own “bag of tricks.” If you are new to the game and need help, find someone who has done a few setup reduction events. Their outsider perspectives and experiences from across many setup reductions will prove invaluable.
To complete the race picture, the pit crew uses single-pump jacks or even air lifts in F1 racing. The lugs are already attached to the wheel. The fuel dispenser has an insert release nozzle to begin the flow.
And the final bit is they measure their performance and practice with the goal of a flawless pit stop.
Your operations may not need all the dazzle of a highly-tuned pit crew but just as you can’t win a race sitting in the pits, your company cannot make money while production lines sit “in the pits” either.
Benefits
Our experience at Flow Consulting is that most companies underestimate the gains to be made in setup reduction activities. If you spend a few minutes thinking of what an extra shift of production each week would do for your company financially, you are heading in the right direction. You will find setup reduction will deliver multiple gains.
Increased production time converts directly to higher capacity without increasing direct labor
Short setup times make changeovers from one product to the next less costly and allows for shorter production runs without added costs, and ultimately with less inventory in your ‘work in progress,’ or WIP
Focused setup reduction typically improves labor efficiency since it creates a defined sequence of activities including pre- and post-work to be accomplished while the production line is still in operation.
If your answer to the extra shift question is the extra capacity doesn’t gain you anything, look for other areas to improve — such as sales.
Case Studies
Business Issue
A U.S. Pharmaceutical Company’s higher demand and product mix were causing our client’s plant to fall behind in distribution-center stock levels, revenue, and profit contributions. High-speed tablet manufacturing equipment ran in large batch sizes to maximize tablet count output but were not able to keep up with all products required within the month. Production runs range from 6 to 240 hours depending on product and demand. Changeover times averaged 33 hours.
Approach Taken
A setup reduction, fast changeover kaizen event was run with members of production, planning, quality, and maintenance.
Results
The 33-hour average changeover was reduced to 6 hours with consistently demonstrated results just over 5 hours. The added capacity provided an extra 3 billion tablets per year and a profit contribution of more than $20 million from this one plant.
The team mapped the changeover process and converted from a single operator approach to a 4 person changeover team. The work was broken into 4 standard work packages with roughly equal work content. Variation from operator to operator was accounted for by helping whatever operator was behind once one’s own package was complete. A tool cart was developed to hold needed tools and supplies and a pre-stop checklist was created and used to prep the tool cart prior to each changeover. The team consisted of two senior-level operators and two low-skill operators. The setup reduction team was identified as an entry-level training position for new hires moving into the tablet manufacturing operations. Operators gained vital experience breaking down and cleaning the equipment prior to getting involved in the higher responsibility production roles.
Business Issue
The fourth largest industrial coatings manufacturer recognized its need to reduce long lead times on products to close the widening gap between themselves and its three front runners. Production schedules and lead times were severely affected by slow production line changeovers.
Approach Taken
Applied setup reduction techniques and other lean production principles during a cross-functional Kaizen-type problem solving session.
Results
Changeover times were reduced from an average of 36 hours to less than 4 hours. This allowed more responsive, customer-driven production schedules. By unlocking production capacity, our client increased its annual profits by $3.8 million and placed it on par with its top three competitors.
Business Issue
A global manufacturer of pharmaceutical products was experiencing frequent packaging line stoppages of a common over-the-counter cough syrup. Production costs had risen to erode margins on this product.
Approach Taken
After a brief data collection period in which line stoppages were recorded for cause, location, and duration — a kaizen team was assembled. The team was given the goal of increasing overall line throughput from 23,000 bottles per shift to 35,000 bottles per shift. The team used a combination of root-cause analysis, setup reduction / SMED techniques, and Standard Work techniques to improve line performance.
Results
Line output increased to approximately 30,000 bottles per shift immediately. After two months of operation and incorporation of remaining setup reduction changes proposed by the kaizen team, line output rose to a stable output of 51,000 bottles per shift, a 122 percent increase. The cost of implemented changes was less than $5000. Results ultimately were accomplished within the duration of the 3-day kaizen, changes to the line equipment were implemented to overcome root causes of several key problems.